










設計や開発の現場で「このR(曲線)はどの加工法が最適か?」と悩む声をよく聞きます。
板金加工における曲げといえば「ベンダー曲げ(プレス曲げ)」と「ロール加工」。
この2つは似て非なるもので、選択を誤るとコスト増や精度の低下、仕上がりを損なう原因にもなります。
今回は、現場で役立つ両者の違いと、私たちが実際に行っている使い分けの基準を紹介します。
1. ベンダー曲げとロール加工の違い
| 項目 | ベンダー曲げ(プレス曲げ) | ロール加工 |
| 加工原理 | 上下の金型で圧力をかけて折る | 3本のローラーの間を通し丸める |
| 得意な形状 | 正確な角度(L字)、鋭い曲げ、多段曲げ | 滑らかな円筒、大きな円弧(R)、真円 |
| 精度の特徴 | 角度の繰り返し精度が高い | 連続した滑らかな曲線が得られる |
| 主な用途 | 筐体、カバー類、複雑な展開形状 | タンク、丸柱、円筒状の什器 |
2. 【ベンダー曲げ】正確な角度と送り曲げの技術
ベンダー曲げは、金型を使い直線的に曲げる方法です。
一見、直線的な加工専用と思われがちですが、実は大きなRを作る際にも非常に適しています。
「送り曲げ」で巨大なRを実現する


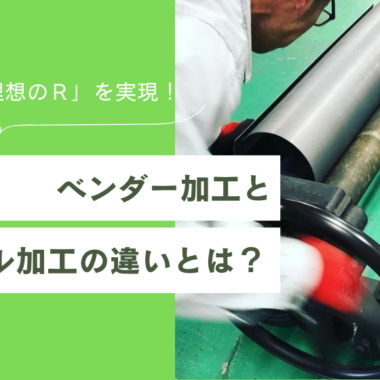
写真は弊社で製作した長さ2,500mm、Φ750mmの巨大な丸柱のカバー。
これほどのサイズになると、通常のロール機では対応が難しい場合がありますが、ベンダーによる「送り曲げ」なら対応可能です。
数センチ刻みで板を送りながら、計算された微小な角度で連続して曲げていきます。
この方法のメリットは、板の端から端まで均一に、かつ高い寸法精度で追い込める点です。
2枚の板を合わせた際に、寸分の狂いもなく一本の柱になる精度は、ベンダー加工ならではの強みです。
3. 【ロール加工】歪みを抑え、美しい円筒を描く


滑らかな曲線が連続する形状や、全周が繋がった円筒を作る場合はロール加工がぴったりです。
ロール加工の最大の敵は、鉄が元の形に戻ろうとするスプリングバック。
これは板厚や材質、その日の気温によっても変化するため、機械の設定数値だけではコントロールできません。
特に円の合わせ目部分は、機械の構造上フラットになりやすい箇所です。
私たちは、機械を通した後に職人がハンマーで叩き、指先の感覚で歪みを微調整する工程を大切にしています。
このひと手間が、機械では決して出せない精度を可能にします。
4. 「選び方」の基準
どちらの手法を選ぶべきか迷った際は、以下の3点を基準にしてください。
・断面形状はどうか?
完全な円筒であればロール加工が第一候補。一部に直線が含まれたり、複雑な段曲げが絡むならベンダー曲げが適しています。
・仕上げの見た目は?
継ぎ目のない滑らかなRを求めるならロール加工ですが、ベンダーの送り曲げも、後工程の処理次第で非常に美しく仕上げることが可能です。
・納期とコスト
一般的に、単純なRであればロール加工の方がスピーディですが、金型が揃っている形状であればベンダーの方がセットアップを短縮できる場合があります。
5. 図面がなくても最適な加工法を提案
お客様が求める製品の用途や最終的な仕上げ(塗装、バイブレーション仕上げ等)をヒアリングし、最適な加工法を逆算して提案します。
Breadwear kyotoプロジェクトのような意匠性が求められる製品から、建築用の大型構造物まで。
図面が完成していなくてもラフスケッチ一枚あれば、私たちの経験から最適な「曲げ」をご提案します。
まとめ:その「曲げ」、ご相談ください
曲げ加工は、板金職人の腕と知恵が最も試される工程です。
ベンダーによる精密な造形か、ロールによる柔らかな曲線か。迷われたら、まず私たち土肥板金工業へお問い合わせください。
お問い合わせフォームやInstagramのDMからもお問い合わせがいただけます。
お急ぎの方は(075-502-4611)までお気軽にお問い合わせください。
▶お問い合わせはこちら
▶Instagramはこちら